

Huge underground gas reserves, up to 16-30% of the total reserves, remain unused. The natural gas in these fields is too contaminated for exploitation. With existing technology, cleaning these fields is much too costly… The contaminated gas represent more that 360 times the annual natural gas production of Shell, Exxon, and BP put together.
Armington Technologies LLC has a description of their processes
Currently, contaminated natural gas is cleansed predominately by percolating it through massive tanks of absorbing liquids, a method called Acid Gas Removal (AGR), or to a far lesser extent by membrane filtering. AGR plants have a very large footprint, limiting their use in remote land based locations and on offshore platforms. More importantly, these plants can only process limited levels of contamination before cleansing becomes too costly. These AGR plants require a great deal of heat and energy to remove the absorbed contaminants from the absorbing liquids in a process called re-boiling. The frequency of re-boiling increases with higher levels of contamination. During the re-boiling process the volatile absorbing liquids, as well as any natural gas that was absorbed, are emitted into the atmosphere. These emissions are significant greenhouse gases that contribute to atmospheric pollution. The natural gas emissions represent lost profits. The absorbing liquids that are emitted must be continually replaced, adding to processing costs. Tenoroc’s technology addresses these environmental and financial disadvantages. Reportedly, some AGR type systems and newly developed membrane processes can process higher CO2 contamination levels than conventional AGR plants; however these systems have not found their way into the mainstream, presumably due to processing and capital expense. In addition to being able to cleanse higher levels of contamination, the Tenoroc nozzles may have the potential to improve upon or replace these current natural gas cleansing methods.
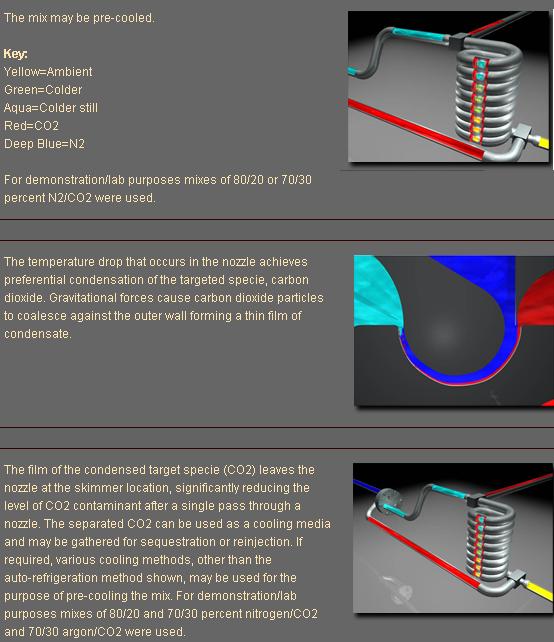
Tenoroc researchers are currently working with a two-component mixture of nitrogen and carbon dioxide as a test gas to aid in developing the separation nozzle design in a laboratory facility. The two-component mixture has characteristics that simulate many separation scenarios such as carbon dioxide separation from methane, carbon dioxide separation from exhaust gases having high levels of nitrogen, and carbon dioxide separation from hydrogen. The principle behind the Tenoroc nozzle is that when methane contaminated by carbon dioxide (CO2) flows through the Tenoroc nozzle, the pressure and temperature drop that occur in the nozzle will cause the CO2 to change phase/condense from a gas to a liquid or solid, leaving the methane in a gaseous phase. At this point the liquid or solid CO2 will be much heavier than the gaseous methane. The tremendous gravity in the curved nozzle will force the now liquid or solid CO2 to the outside wall away from the methane, where it will be siphoned off.
“Gas-to-gas separation” and isotope enrichment make use of the extreme gravitational force produced by the nozzle curve to move the heavier gas to the outside wall where it exits away from the lighter gas.
Michael Bloom, Principle Tenoroc Researcher, offered, “In addition to natural gas, an application that we have our sights on is isotope enrichment, including isotopically pure silicon for semiconductor wafers. Pure silicon has been studied by the industry for years and is believed to be the answer to the debilitating heat generated by today’s computers. However, no one has ever been able to purify the gas that silicon is made from at a reasonable cost or in the quantities needed.” Mr. Bloom has almost two decades of experience developing separation methods. He achieved a patent on a gas centrifuge in 1999.
“These nozzles look simple, but there has been a great deal of effort and analysis that has gone into their development,” stated Tenoroc’s President, Gary Capuano. He added, “The need for improved separation methods is all around us. The Department of Energy estimates that separation processes represent 40 to 70 percent of both capital and operating costs in industry. They also account for 45 percent of all the process energy used by the chemical and petroleum refining industries every year. There are numerous applications for our technologies, including water de-salination. For now though, we must maintain our focus, and that focus is natural gas.”
If you liked this article, please give it a quick review on ycombinator or StumbleUpon. Thanks

Brian Wang is a Futurist Thought Leader and a popular Science blogger with 1 million readers per month. His blog Nextbigfuture.com is ranked #1 Science News Blog. It covers many disruptive technology and trends including Space, Robotics, Artificial Intelligence, Medicine, Anti-aging Biotechnology, and Nanotechnology.
Known for identifying cutting edge technologies, he is currently a Co-Founder of a startup and fundraiser for high potential early-stage companies. He is the Head of Research for Allocations for deep technology investments and an Angel Investor at Space Angels.
A frequent speaker at corporations, he has been a TEDx speaker, a Singularity University speaker and guest at numerous interviews for radio and podcasts. He is open to public speaking and advising engagements.