

An Office of Naval Research (ONR)-funded project will produce a full-size ship hull section made entirely with marine grade titanium using a welding innovation that could help bring titanium into future Navy ship construction, officials announced April 3.
The contractor team building this section recently completed the industry’s longest friction-stir titanium alloy welds and aims to complete the ship hull section this summer. Friction stir welds more than 17 feet long joined the titanium alloy plates for the section’s deck.
“This fast, effective friction stir weld technique is now an affordable manufacturing process that takes advantage of titanium’s properties,” said Kelly Cooper, the program officer managing the project for ONR’s Sea Warfare and Weapons Department.
What it means for the Navy
Titanium metal and its alloys are desirable materials for ship hulls and other structures because of their high strength, light weight and corrosion-resistance. If constructed in titanium, Navy ships would have lighter weight for the same size—allowing for a bigger payload—and virtually no corrosion. But because titanium costs up to nine times more than steel and is technically difficult and expensive to manufacture into marine vessel hulls, it has been avoided by the shipbuilding industry. But perhaps not for much longer.
Researchers at the University of New Orleans School of Naval Architecture and Textron Marine and Land Systems are demonstrating the feasibility of manufacturing titanium ship hull structures. Using lower cost marine grades of titanium, they fabricated a 20-foot-long main deck panel—composed of six titanium plates, joined together by friction stir welding—as part of technology studies for an experimental naval vessel called Transformable Craft, or T-Craft.
Since antiquity, blacksmiths have joined iron or steel parts together by heating them in a forge, placing them on an anvil and striking the two pieces repeatedly with a heavy hammer. After several repetitions of heating and striking, the two pieces were “hammer forged” or “forge welded” together.
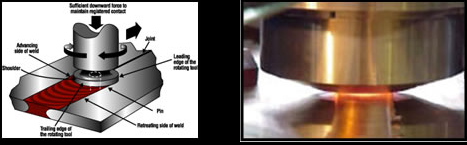
Friction stir welding joins metals using the heat of friction produced by a spinning pin tool pressed down on both pieces of metal at their common joint. Friction heating produced by the high-speed rotation causes both metal pieces to heat up to a “plastic” condition, but not to melt. As the tool passes down the common joint line, the heated, plasticized metal from both pieces is kneaded together in the rotating tool’s wake, forming the weld between them.
How it was accomplished
Friction stir welding works well for most aluminum alloys. Titanium, however, is difficult to join by the same process because of the high temperatures required, and pin tool materials that erode and react with titanium, weakening the weld.
The researchers overcame that problem by using new titanium friction stir welding methods developed by Florida-based Keystone Synergistic Enterprises Inc. with funding from both ONR and the Air Force.
To fabricate the ship hull structure, more than 70 feet of welded linear joints were made—the longest known welds in titanium made with the friction stir process. This friction stir welding achievement showed a noticeable improvement from previous similar processes. It was made at a high linear speed—indicating reduced manufacturing time; showed excellent weld penetration—indicating a secure connection; and had no distortion of the titanium adjoining the weld.
Experts attribute the success to an effective design of the pin tool, process parameters that emphasized pin tool life and exact duplication of the process steps from facility to facility and machine to machine.
Computational Assessment of Build Strategies for A Titanium Mid-Ship Section (2011, 7 pages)
(1) Existing weld sizing criteria are excessively conservative for construction of lightweight shipboard structures, particularly for applications in ship hulls made of titanium and its alloys. A set of new criteria for titanium ship construction is being developed by taking advantage of recent analytical developments presented in this paper. Through both experimental testing and analytical based interpretation of test data, the new weld sizing criteria can be used for sizing welds for meeting both static and fatigue strength requirements
(2) Although residual stresses are of a high magnitude in welded titanium components, welding-induced distortions may not be of as much a concern as anticipated. Further investigation is underway on additional joint types and plate thicknesses
(3) The highly localized residual stress features in titanium weldments is due to titanium material’s low thermal diffusivity. It is seen, on one hand, as a culprit in slowing down welding speed, and on the other, as being beneficial for reducing the propensity to developing buckling distortion in thermal cutting and welding. With this in mind, it now seems that welding-fabricated structural forms can now be viewed as a viable alternative to expensive extrusions which have been shown to be cost-prohibitive for ship hull applications
Background
Friction stir welding tools reviewed, 2011 (18 pages)
Benefits of titanium for piping (2 pages)
Titanium can provide up to a 50% weight saving.
If you liked this article, please give it a quick review on ycombinator or StumbleUpon. Thanks

Brian Wang is a Futurist Thought Leader and a popular Science blogger with 1 million readers per month. His blog Nextbigfuture.com is ranked #1 Science News Blog. It covers many disruptive technology and trends including Space, Robotics, Artificial Intelligence, Medicine, Anti-aging Biotechnology, and Nanotechnology.
Known for identifying cutting edge technologies, he is currently a Co-Founder of a startup and fundraiser for high potential early-stage companies. He is the Head of Research for Allocations for deep technology investments and an Angel Investor at Space Angels.
A frequent speaker at corporations, he has been a TEDx speaker, a Singularity University speaker and guest at numerous interviews for radio and podcasts. He is open to public speaking and advising engagements.