

Ad Support : Nano Technology Netbook Technology News Computer Software
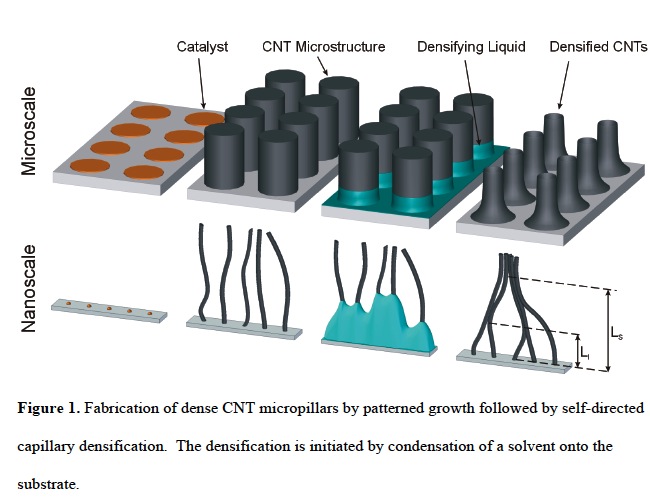
Vertically-aligned carbon nanotube (CNT) “forest” microstructures fabricated by chemical vapor deposition (CVD) using patterned catalyst films typically have a low CNT density per unit area. As a result, CNT forests have poor bulk properties and are too fragile for integration with microfabrication processing. We introduce a new self-directed capillary densification method where a liquid is controllably condensed onto and evaporated from CNT forests. Compared to prior approaches, where the substrate with CNTs is immersed in a liquid, our condensation approach gives significantly more uniform structures and enables precise control of the CNT packing density and pillar cross-sectional shape. We present a set of design rules and parametric studies of CNT micropillar densification by this method, and show that self-directed capillary densification enhances the Young’s modulus and electrical conductivity of CNT micropillars by more than three orders of magnitude. We calculate that densification increases the Young’s Modulus of the micropillars from 1.56 MPa to 2.24 GPa. The reduction in cross-sectional area is 17, the modulus increases by a factor of more than 1400. The great increase in the modulus can be attributed to the change in collective loading mechanism of individual tubes within the forest which is caused by the reduction in CNT-CNT spacingOwing to the outstanding properties of CNTs, this scalable process will be useful for the integration of CNTs as functional material in microfabricated devices for mechanical, electrical, thermal, and biomedical applications.
33 page pdf from Arxiv
In addition to being mechanically robust, the densified CNT micropillars can be electrically integrated in microsystems. We demonstrate this by growing CNT forests on patterned TiN electrodes, followed by densification and electrical characterization. The TiN electrodes were deposited by sputtering and patterned by photolithography before the catalyst patterning step. The catalyst layer consisting of 10nm Al2O3 and 1 nm of Fe was subsequently deposited by ebeam evaporation on top of the TiN electrodes through a second layer lithographic step followed by CVD growth as described in the experimental section. The structures are tested by placing one probe on the TiN electrode pad while the second probe is in contact with the CNT structure from the top.
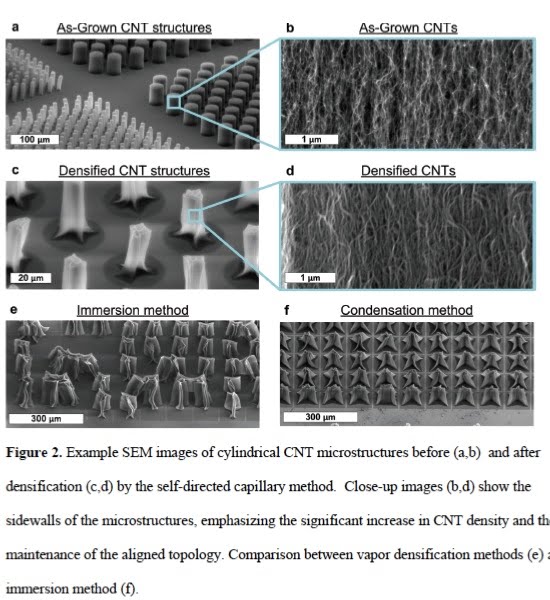
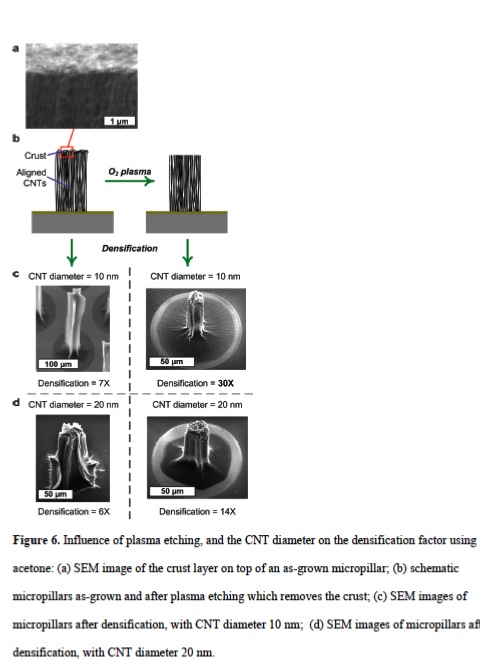
We demonstrated that self-directed elastocapillary densification of CNTs enables scalable fabrication of robust CNT microstructures from low-density CNT forests grown by CVD. Compared to previous methods of densification by immersion, our new approach allows densification of closely-spaced structures without undesirable aggregation. Moreover, new insights in this process have been gained by combining analytical modeling of elastocapillary densification with experimental investigation of both the CNT forest geometry and morphology. For instance, the forest aspect ratio, spacing, CNT diameter and plasma treatment all influence the densification of individual pillars as well as the interaction between closely spaced pillars. These new insights resulted in a set of design guidelines for control of the densification factor, cross-sectional shape, pillar straightness and the formation of hierarchical textures. Finally, this process is compatible with microfabrication via direct CNT growth and densification on patterned electrodes. Accordingly, we show an enhancement of three orders of magnitude in both the Young’s modulus and electrical resistivity of CNT micropillars after densification. Capillary self-assembly could therefore become a key technology for the incorporation of otherwise fragile CNT forests in microdevices.
If you liked this article, please give it a quick review on Reddit, or StumbleUpon. Thanks
Supporting Advertising
Business Success
How to Make Money
Executive Jobs
Paid Surveys
Thank You

Brian Wang is a Futurist Thought Leader and a popular Science blogger with 1 million readers per month. His blog Nextbigfuture.com is ranked #1 Science News Blog. It covers many disruptive technology and trends including Space, Robotics, Artificial Intelligence, Medicine, Anti-aging Biotechnology, and Nanotechnology.
Known for identifying cutting edge technologies, he is currently a Co-Founder of a startup and fundraiser for high potential early-stage companies. He is the Head of Research for Allocations for deep technology investments and an Angel Investor at Space Angels.
A frequent speaker at corporations, he has been a TEDx speaker, a Singularity University speaker and guest at numerous interviews for radio and podcasts. He is open to public speaking and advising engagements.