
Elon Musk has been very successful with vertical integration of his design and manufacturing at Spacex. The multi-layered manufacturing and supply chain of the rocket industry was highly inefficient.
Tesla may not be able to dominate all aspects of electric car and battery manufacturing.
There are advantages to having close communication between design and manufacturing and for design to understand exactly how manufacturing can be done.
“We had a systems integration subcontractor that unfortunately really dropped the ball, and we did not realize the degree to which the ball was dropped until quite recently,” Musk said. “This is a very complex manufacturing area. We had to rewrite all of the software from scratch, and redo many of the mechanical and electrical elements of zone two of module production.”
Dealing with the issue is said to have required 20 to 30 man-years of software development, but there’s still a “long way to go.” Adding to the challenge, the revised processes required new electromechanical elements to be fabricated and installed.
Other electric car and battery factories are ramping up – perhaps Tesla could look at other suppliers
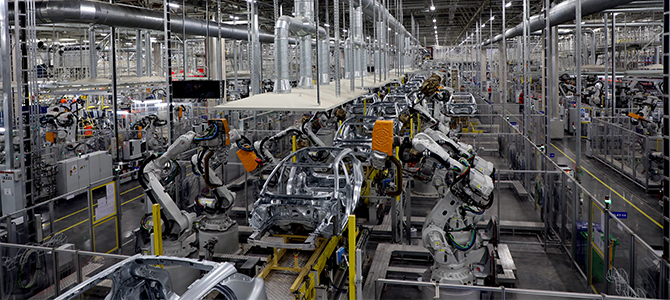
The Luqiao Geely-Volvo factory has its small army of robots, nearly 300, made by ABB and Kuka. The bots do the work unfit for humans. 253 stout ABB bots weld the cars. 33 of them paint the cars. There are 5 bots employed in final assembly, or what Volvo calls “Total Car Finish.” And then there is the lonely measuring bot in the press shop.
Neither the bots, nor the 4,000 people working at the factory are breaking a sweat, or concern themselves with air resistance. This isn’t a factory to make headlines, but to produce perfect cars. The line runs at a sedate 30 jobs per hour, finishing a new car every two minutes, the usual speed for a flexible line.
Modern car factories routinely produce eight or more different car models on the same line, in many cases built-to-order, each one different from the next in line. This allows a car manufacturer to ride out the ebbs and flows of car sales.
The Model 3 will be made in batch mode, premium trim rear wheel drive first, more frugally optioned, and all-wheel drive cars later. Tesla wants to run its Model 3 line at 40+ jobs per hour when it is ramped up.
The 30 jobs per hour line gives the plant an annual capacity of 200,000 units, if run in two shifts, and with overtime on Saturday, Demeunyck tells me. Could he double the output of the plant if there is need to? “Sure,” he says, “with a second line,” and he points to the green strip of grass along the length of the plant. The Luqiao plant sits on 181 acres of land, a little less than the 210 acres of the Tesla plant. Only a little more than half of the acreage is under roof. Couldn’t he run the line faster? First principles, you know, density and velocity. “We could, but we don’t want to,” Demeunyck answers. “Quality is more important than speed.”
If they need more than the 400,000 cars per year, they will build another factory.
Apple has been able to dominate smartphones with differentiated iPhones and iPads while having manufacturing mostly done by Foxconn with factories in China. Apple makes its own operating system, design and makes key custom computer chips to keep its IP secure.
Tesla may want to consider less integration while still focusing on winning design and a few critical parts and have fewer Tesla factories while working with other outsourced factories. After actually winning volume and share, then Tesla could have the capacity to look at more integration.
Tesla could stick with more traditional processes and suppliers while still making profitable and desirable electric cars.

Brian Wang is a Futurist Thought Leader and a popular Science blogger with 1 million readers per month. His blog Nextbigfuture.com is ranked #1 Science News Blog. It covers many disruptive technology and trends including Space, Robotics, Artificial Intelligence, Medicine, Anti-aging Biotechnology, and Nanotechnology.
Known for identifying cutting edge technologies, he is currently a Co-Founder of a startup and fundraiser for high potential early-stage companies. He is the Head of Research for Allocations for deep technology investments and an Angel Investor at Space Angels.
A frequent speaker at corporations, he has been a TEDx speaker, a Singularity University speaker and guest at numerous interviews for radio and podcasts. He is open to public speaking and advising engagements.